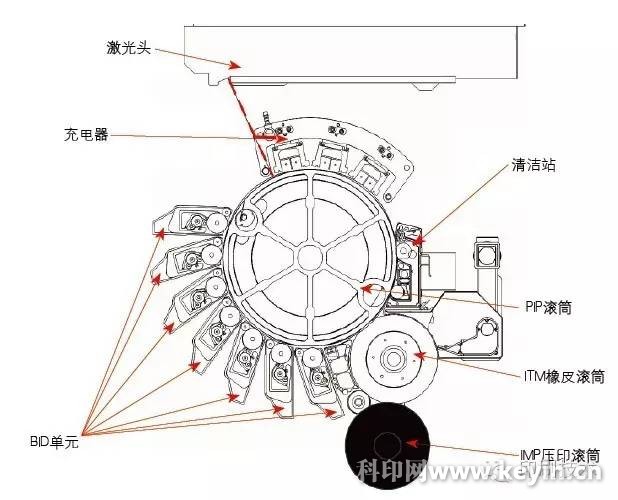
[Ke Yin Network () News] Tobacco package proofing has become a unique technical field in the industry due to its wide variety, complex color and fine elements. In order to pursue better sample effects, most traditional cigarette package proofing uses spot color to print in order to obtain a flat and delicate printing effect. However, a large number of spot colors, complex processes and versatile effects make the cost of cigarette pack proofing high for many years. However, with the introduction of digital proofing, the cost dilemma of traditional cigarette pack proofing has been solved to some extent. So, what are the advantages of digital proofing? How to use digital printing technology to better achieve cigarette proofing? Here, the author to HP Indigo 5600 digital printing machine, for example, answer it for everyone. Insufficient four-color printing proofing Before introducing digital proofing, it is necessary to understand why most of the cigarette packs are printed in spot color instead of four-color, for two main reasons. First, the cigarette pack proofing process requires separate adjustment of multiple elements of the same hue. Integrity, and four-color printing can only change the hue of the layout elements by adjusting the percentage of CMYK four-color dots. That is, to change the hue of the four-color printing layout elements, the four-color dot percentage of each element in the prepress file must be adjusted. Then, plate making, plate loading, and proofing, due to the diversity of substrates, may require multiple adjustments, so the waste of manpower and material resources is much greater than that of spot color printing. Second, the surface of the cigarette designs typically contains many fine characters and fine lines and other elements, if a four-color proofing, then these fine lines and fine text must be rendered by overprinting color and overlay, while the average of the color set printing press There is an overprint error of 0.03 to 0.08 mm, that is, even if the line is overprinted, there will be an unfixed overprint deviation, resulting in a "double eyelid" phenomenon (as shown in Figure 1). It can be seen that the use of four-color printing for cigarette package proofing will not only increase the cost of proofing, but also cause printing registration problems. Figure 1 "Double eyelid" phenomenon Advantages of digital proofing Digital printing also uses the principle of multi-color overprinting. Why is it more advantageous than four-color printing when proofing cigarette packets? Let's first take a look at how the HP Indigo 5600 digital press works. Figure 2 shows the structure of the printing unit of the HP Indigo 5600 digital press. The working principle is as follows: the prepress files are saved to PDF format by computer processing, and then the image separation information is obtained by the RIP program. The charger applies a voltage of 7000V to ionize the air to generate -900V charge. The RIP image is charged with a full version of -900V under the voltage of the charger. The laser head scans the RIP image information on the PIP cylinder, causing zero charge on the PIP cylinder. The graphic area and the non-graphic part of the -900V charge. Then, the PIP roller is rotated to the BID unit, and the BID unit extrudes the electronic ink to generate a charge of -450 V, and transfers the electronic ink to the image area of ​​the PIP cylinder under the action of the electric field force, instead of the image region having a charge of -900 V Repels the adhesion of the ink. Next, the PIP cylinder removes the -900V charge of the non-image area through the PTE unit. The ITM blanket cylinder generates a +600V charge, which transfers the electronic ink from the PIP cylinder to the blanket under the action of electric field force and pressure, and then transfers it to the paper through the IMP impression cylinder to complete a color separation printing. At this time, the PIP roller that completes the transfer of the electronic ink passes through the cleaning station, returns to the state before charging, and continues the charging and transfer of the second color separation. At this time, the IMP imprinting cylinder picking up the paper does not release the substrate. Instead, the circumferential rotation is continued to perform the second color separation transfer. Figure 2 Schematic diagram of the printing unit of the HP Indigo 5600 digital press Desk Lifting Columns Used in the scene of office, home and business workplaces.
5.Ensure low noise and stable operation.

1. The appearance is simple and beautiful.
2.The design of 2 or 3 stages pipe ensures short installation distance and longer travel distance, which can meet the customer's demand for the height range of desk to the maximum extent.
3. A variety of standard colors can be selected, and can be assembled with a variety of frames and anchors to adapt to a variety of desktop design.
4. The column loading back function (anti-collision) can minimize the risk of the lifting table when it encounters obstacles.

Electric Lifting Column,Desk Lifting Column,Telescopic Lifting Column,Electric Desk Lifting Column
Suzhou Uplift Intelligent Technology Co., Ltd , https://www.upliftec.com