In the process of screen printing dot patterns, the first thing to consider is the matching of the angles of the backsheets of the various colored dots, and also to consider the matching of the angles of the backsheet net lines with the angles of the screen latitude and longitude lines. Its purpose is to reduce the area of ​​the moiré as much as possible so as not to interfere with the real effect of the picture within the normal visual range. However, things are always split in two. In the process of making screen-printed three-dimensional signs, the nasty tortoises mentioned above are just to be used, and the more obvious the tortoiseshell is, the better. The so-called three-dimensional signage refers to the three-dimensional sense of X, Y, and Z given by the plane signage visually. That is to say, it seems that the text has a deep three-dimensional feeling, and the text has a deep movement with the observation angle. sense. The basic structure, basic visual principles, and technical points of 3D signage are introduced as follows: First, the basic structure A certain thickness of transparent sheet, such as fully transparent PC, PVC, glass, organic glass and other sheets. A colored dot is printed on the bottom surface of the sheet, and a layer of a bottom ink having a good light reflectance such as a silver ink or a gold ink is coated. A high-reflective aluminum film can also be plated by a vacuum coating method to increase the contrast effect. Then apply a protective layer with a certain hardness on the reflective coating. On the front side of the sheet, a UV-curable transparent resin was used, and screen printing was performed using dots having the same number of lines as the underlying colored dots. Its structure is shown in the figure. Second, the visual principle What are the reasons for the three-dimensional signs on the graphics with a deep three-dimensional and a change in the viewing angle and produce a deep sense of movement? There are three reasons for this. 1. The transparent base has a certain thickness. Because the colored dot pattern is printed on the base layer of the sheet, and the transparent resin dot is printed on the front side of the base, there is a certain spatial distance between the two layer dots. 2. If the upper layer of the film base is not printed with transparent resin dots and printed as a colored dot, the upper and lower two-dot dot lines have proper intersection angles, making the moiré fully embody dense areas and sparse areas. At this point, it has a certain degree of three-dimensionality, and when the viewing angle changes, the two-tiered outlets will be re-assembled into new dense areas, thus giving people a sense of movement. The emergence of dense areas provides the necessary basis for the clarity of the later patterns. However, the overall effect is still disturbed by the moiré in the sparse area, and the pattern's apparentness and depth are still not very obvious. How to improve the visibility and depth of the pattern? This is the key to 3D signage production. 3, the use of convex lens magnification principle. Since the front of the film base is a screen dot printed with a transparent resin at an appropriate screen angle, the first pattern will be formed with the dense colored dots on the bottom layer. Secondly, each transparent resin dot is a tiny convex lens. However, due to its small diameter, the observed effective area is also very limited. In a small, quantitative observation range, the number of dots in the dense area is observed more and enlarged, while the number of dots in the sparse area is less observed. Although the dots are also enlarged, the dot pitch is also enlarged. In a very limited range of observations, it appears to be more sparse. At the same time, because the upper dot is colorless and transparent, there is no color overlay when forming the moire with the lower colored dot, which plays a certain role of desalination, so that the density boundary of the pattern dots is more obvious; Thirdly, the convex lens has a three-dimensional magnification. The effect is to enlarge the X, Y and Z directions, thus making the dot pattern of the dense area appear more far-reaching. Fourthly, the transparent resin dots spread all over the film base are equivalent to the tiny convex lenses spread all over. The combination of the convex lenses expands the observation. Therefore, we can see a complete dense dot pattern; Fifth, when the viewing angle changes, it is actually changing the convex lens at different positions to observe it, and it is also the process of recombining the dense dot areas of the upper and lower nodes. , so the feeling of pattern movement. Third, technical points 1, the intersection of the upper and lower network points must be fully reflected According to actual needs, different intersections are used to determine the size of the densely populated area. Especially in the production of complex three-dimensional signage, the underlying network points are often divided into a number of mesh areas with different angles according to the area of ​​the signage, such as text and color blocks. That is to say, in the cooperation with the upper resin dot, the size of the dense dot area is divided in order to enhance the sense of decoration of the tag. It should be emphasized that the angle of inclination of the upper resin dot line is the same as the full version, and the most expressive 45° inclination angle is generally used. The bottom half of several blocks of different angles must be based on the inclination of the upper layer of the dotted line. According to the size of the dense area of ​​the network (pattern size) to select the respective angle, and then merge. In the initial operation, generally there is no concept of the relationship between the intersection angle of the network line and the size of the densely formed area of ​​the network point. The following method can be used to test: Take a transparent sheet, and its thickness is preferably the same as the thickness of the produced product. Take several dot negatives with the same number of lines. Place a halftone film on the edge of the transparent substrate at a 45° angle. On the other side of the transparent base, a pattern of density-dense areas of different sizes can be obtained by rotating observation with another dot. According to the need to determine the number of intersections, the actual data required will be obtained. 2, the thickness of transparent resin determines the success or failure of the product As previously mentioned, the transparent resin dots are tiny, convex, convex, flat and fixed diameter miniature convex lenses. The thickness of the transparent sheet bearing the transparent dot is fixed. Therefore, strict requirements are imposed on the focal length of the convex lens. When the diameter is fixed, the factor that affects the focal length of the convex lens is its thickness. Its focal length is inversely proportional to its thickness. According to this reasoning, the thinner the sheet, the thicker the resin network requirements. The thickness must be such that the thickness of the underlying dot can be clearly observed. Therefore, the use of different thickness of the sheet, with matching transparent dot thickness is not the same. How to calculate the thickness of the transparent dot, that is, to measure the focal length of the convex lens, please refer to the books on optical basic knowledge, so we will not go into details. Simple calculations only have a basic understanding of the thickness of transparent dots. In the implementation of screen printing process, it is necessary to conduct multiple tests one by one to choose a thick photosensitive adhesive making screen; choose stainless steel sheet laser drilling or etching to make screens and so on. Its purpose is to achieve the focal length of the convex lens. These perfume sample bottles are made of glass, non-toxic, health, reusable and durable. 1ml perfume sample bottle,small perfume tester bottle,2ml glass perfume sample vials,sample perfume bottle,perfume container bottle for 1ml NANTONG OUFEIYA IMP& EXP CO.,LTD , https://www.jsnantongoufeiya.com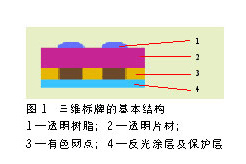
It should be emphasized that the angle of intersection between the transparent resin dot lines and the underlying colored dot lines should be sufficient enough and sufficient for the moire. Its angle value can be measured with two halftone dots interlaced with each other.
The perfume sample bottle is small and lightweight, you can easy to carry, such as bag, purse or pocket, and use it anywhere and anytime.
This sample vial bottle is refillable and easy to fill. Simply unplug the clear cap, inject the essential oil, perfume or other liquids, and cover it.
Perfect for essential oils, perfume, aromatherapy, fragrance, eye serum, facial serum, or other liquids. And great for travel, home use, creating yourself aromatherapy blends, sample, gift and more.
Structure and Visual Principle of Screen Printing Pattern Three-dimensional Signage