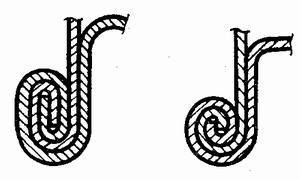
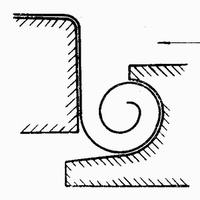
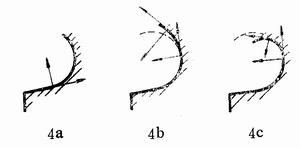
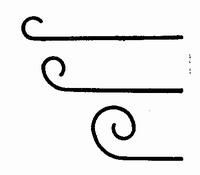
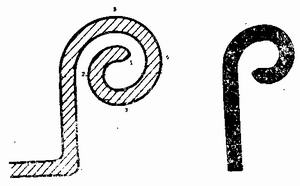
Analysis of 200 liter steel drum round crimping process (1) Tianjin Tiexie Metal Container Committee Wu Tielin During the manufacturing process of the steel drum, the crimping process is the last molding process. It will process the qualified steel drum barrel and the steel drum bottom cover, and mechanically roll them together to make the steel drum curl to the designed structural size, with certain strength and good sealing performance. Steel drum hemming is classified according to form, roll layer and number of forming. The crimped form of the 200L steel drum is divided into a flat bead and a round bead. Figure 1 shows five layers of flat and rounded edges. In the 1980s, China began to study and gradually promote the seven-layer crimping of Figure 2. In the national standard GB325-64, only flat crimping was proposed, while in the standard after GB325-84, it was clearly pointed out that the 200L steel drum was crimped. Flat curling and round curling. The so-called "round curl" is for flat crimping, and not all round crimped sections are truly round. In the forming process of the round curling edge, according to the curved shape of the roller (that is, the shape of the curling deformation curve), it can be divided into an arc curve and a non-circular curve circle curling. The rounded structure has unparalleled superiority. The number of layers of the 200L steel drum is generally divided into 5 to 7 layers, which are commonly referred to as five-layer crimping or seven-layer crimping. According to the number of times of crimping processing, it can be divided into: double crimping, triple crimping and quadruple crimping. The "heavy" here refers to the number of processing. The double crimping is processed through two processes and processed by two rollers. The double crimping is mainly used for the five-layer flat crimping process. The function of the roller of the crimping head is to machine the round curl; the two rollers are squeezed and shaped. The triple crimping is mainly used in the 5-7 layer rounding process. The triple crimping includes pre-curling, five-layer round crimping, seven-layer round crimping and extrusion molding. Quadruple crimping is mainly used in processes with special requirements. Figure 1 Five-layer flat and rounded edges Figure 2 Seven-layer flat and rounded edges From the point of view of the process of crimping, it always starts from the round side. In order to overcome the rebound of the curling edge, make it firm, and after rolling out the round curling edge, it is necessary to perform another pressing and setting. Therefore, no matter what kind of crimping (flat, round, triangular, trapezoidal, etc.), what kind of processing (double, triple, quadruple) includes two machining programs: round Edge and extrusion (sometimes round curling and squeezing are done). Accordingly, the rounded edge is the basic process of crimping the steel drum. That is to say, although the thickness of the steel drum plate, the size of the container and the structure and size of the crimping are different, the basic principle of the crimping is the same, and the curling of any steel drum is rounded. This paper mainly analyzes the shape, expansion and calculation of the rounded edge, and provides a theoretical basis for the round crimping process. The crimping process is the last step in the forming of steel drums. The quality of the crimp is related to the shape of the mold (roller), the finish, the lubrication, the properties of the sheet and the feed rate. In fact, the processing of the barrel and the bottom cover tends to have residual defects, resulting in poor quality of the curling edge. Due to the lack of understanding of the basic principle of the curling and the molding process, neglecting the influence of other processes, blindly changing the shape of the mold (roller curve), and even superstitious foreign and some manufacturers' rollers, the isolated pursuit of curl quality is absolutely not Will be successful. The crafts of the various barrel factories are more or less different. Even if the roller of the people is 100% successful, the conditions can not be guaranteed. The shape of the curling die curve is calculated according to the requirements of the crimping structure, the edge of the bottom cover and the size of the flange of the barrel. It is necessary to have a deep understanding of the whole process of the crimping process and other processes in order to achieve satisfactory results. I. Analysis of steel barrel crimping process 1. Mold analysis The crimping process requires the same mold as other sheet metal working processes. The roller is the “mold†of the steel barrel crimping process. It should be strictly designed, strictly processed, and the curved shape of the roller can guarantee the quality of the steel barrel curling. In sheet metal processing, there is an important general idea that tensile deformation is much easier than extrusion deformation. The process of crimping the steel drum is a process of crimping and squeezing along the circumference of the steel drum. It is difficult to control the accurate deformation. Now, through the crimping process of the roller curling edge, the advantages and disadvantages of the mold and the improvement method are analyzed. (1) Curl process of roller curling The bottom of the bucket, the lid and the barrel rotate together, the roller feeds, and the bottom and the cover edge enter the roller. For the convenience of research, it is assumed that the curling is completed once, as shown in Fig. 30, for the sake of expression, only the bottom cover portion is drawn, and the barrel portion is not drawn. In the straight section, the bottom cover edge is subjected to a feed force parallel to the straight line, entering the curved section, which is subjected to a centripetal force in the direction of the feed J and the normal in the tangential direction. The curvature of the roller curve is different, there are three cases of curl: 1 isosceles curve (Figure 4a). Arc curl along the curved surface. 2 Transition from large curvature to small curvature (Fig. 4b). Due to inertia, the curl still moves along the original curl, leaving the surface of the roller. 3 Transition from small curvature to large curvature (Fig. 4c). Curvature along a large curvature surface. Figure 3 Roller feed bottom, cover curl diagram Figure 4 Three cases of curling It can be seen that the roller curve must transition from a small curvature to a large curvature, and it can be curled along the surface of the roller curve when it is wound. This is a necessary condition, but not necessarily the best condition. Continue to curl, the front part of the steel plate leaves the roller moment, no longer subject to tangential force and normal force, so that the back plate still enters the roller groove with the original curvature. When the curl is out of control, it is freely affected by many factors such as the properties of the sheet and the size of the trough. In a complete crimping process, the section along the curve of the roller is curled and controlled by the curve of the roller to ensure a certain shape. The roller at this time acts as a mold. We call this segment of curl a forced curl segment. A piece of curl that leaves the curve of the roller loses control and the roller does not function as a mold, which is called a freely curled section. Figure 5 Schematic diagram of the curling direction (2) Discussion of the direction of curling The simple flat curl should be the first roll inner layer, the back roll outer layer, and the continuous curl, that is, from the inside to the outside (Fig. 5) to be dense and uniform. The plane curling law is from large curvature to small curvature. However, the crimping process of the rounded edge of the steel drum is difficult to achieve. On the contrary, since the curl of the round curl can only be wound from the outside to the inside, and it must be from a small curvature to a large curvature, it is impossible to roll the round curl once. (3) Advantages and disadvantages of the mold and improvement methods The forced crimping section of the mold is most practical. In this curl, although the direction of the curl is opposite to the direction of the flat curl, the shape of the curl can be controlled to meet the design requirements. A fatal disadvantage of the mold is that the free curling section loses control of the curl. Another disadvantage is that the direction of the curl is opposite to the direction of the plane curl, so that the curl cannot be dense. The guiding idea for improving the shortcomings is to try to turn the entire curling process into a forced winding section, eliminating the free curling section. The specific method is: divide a complete round curl into 2 or 3 segments, and use 2 or 3 rollers to process them separately. The order of processing is to first process the large curvature portion and then the small curvature portion. The entire process achieves curling from large curvature to small curvature. If it is consistent with the direction of the plane curl, it will be able to achieve better curling results. The key issue is to design a hemming curve with intrinsic links and a certain shape. (4) Roller curve analysis The general roller curve can be divided into three sections: I. Guide section; II. Small curvature deformation section; III. Large curvature deformation section. The role of the guiding segment is to guide. Using the reasonable slope of the guiding section, the bottom cover edge smoothly enters the deformation section. The tangent point of the guiding segment and the tangent point of the deformation curve are the starting points of the round curling edge. Generally, the curve of the roller is segmented from small curvature to large curvature. Curvature jumps affect the quality of the curl and are prone to dead spots. The equal curvature curl does not achieve the purpose of compacting the layer. The ideal roller curve should be divided into two segments: the guiding segment and the deformation segment. The curvature of the deformation section is small to large, continuously and uniformly changed, and there is no equal curvature curl, and the effect is that the more the volume is tighter, the volume is dense. Is there such an ideal roller curve? This is the answer we are looking for. 2, process analysis The whole process of steel barrel crimping has to go through several mold processing, and it takes a few steps in essence. It is known from experience that it is necessary to gradually deform, and the smaller the amount of deformation each time, the better. The smaller the amount of deformation, the easier the deformation is. According to this, the whole process of the steel barrel curling, if more than a few rollers, the effect will be better. In order to ensure the quality of the steel barrel curling, the ideal process is four-folding, namely pre-rolling, first-rolling, two-rolling and extrusion. Figure 6 Arc curve curl analysis Taking the curved curve of the circular curve as an example, the analysis is carried out to remove the curled portion of the barrel, and only the curled portion of the bottom cover is studied, and the numbers are 1, 2, 3, 4, and 5. Quadruple crimping, each process is completed as follows: 1 pre-rolling, complete the innermost layer of the curling, the maximum curvature section 1-2; 2 head roller curling completion of 2-3-4 part; 3 two-way roller crimping completes 3-4-5 parts (3-4 parts repeat curl); 4 Extrusion stereotype has the function of realizing compact roll layer and preventing rebound. It can be completed by micro-feeding of two rollers and processing delay. Extrusion stereotypes have a special role in confirming the shape of the product of the company. Can apply for a patent, but also avoid foreign patents. After extrusion and shaping, the shape of the two-roller curl is changed, and there is a certain technical confidentiality, which is difficult to copy. Figure 6 is a typical VAN LEER "SPIR-ALON" product. Its registered trademark is "SRIRA-LON", which means spiral. Extrusion shaping can also complete special roll layers such as triangles and trapezoids. Figure 7 is the German trapezoidal curl (GERMAN INSTITUTE "TRAPEZ" SEAM). The principle of process selection is multiple times and multiple repetitions. Under certain conditions, after careful design, most of the curves can be repeatedly curled to overcome the rebound and the effect is better. Figure 7 trapezoidal curling The quality of the curling after 4 passes is definitely good, but it does not meet the actual situation. Now the steel drums are rounded, most of them use triple crimping, and some even use double crimping, eliminating the need for pre-rolling. It should be noted that this is very unfavorable. It must be emphasized in the process analysis that the role of pre-beading is crucial. It is the key to ensure the quality of the rounded edge of the steel drum.
Who doesn't love a
charcoal BBQ right? Charcoal BBQ makes the
amazing smoky flavor of a steak and other foods. Families all have 3 or 4 Charcoal
BBQs, all for different purposes. Whether it's a standard Kettle Grill, Portable
Charcoal Grill , Tabletop Grill, Spit Roaster, Charcoal
Smoker or a Kamado Grill. They all have a
place in the backyard. We supply the latest design or custom-made Charcoal BBQ Grill,
providing R&D Service exclusively for clients. Please feel free to contact
with us for any features` grill you need, heavy-duty, easily cleaned.simply assembled and
attractive look. Your Barbecues will be most
salable!
Charcoal BBQ Grill,Charcoal Grill,Outdoor Charcoal BBQ Grill,Spit Roaster Dongguan Jiangxin Metal Products Co., Ltd , https://www.jiangxinbbq.com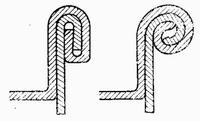

Analysis of 200 liter steel drum round crimping process (1)