A Brief Analysis of the Difficulties in the Qualification of Open Steel Buckets Wen/Yu Tao ã€Abstract】Open steel bucket is commonly known as flower basket barrel, which is an important metal packaging container and one of the main packaging forms of industrial products in China. In particular, the open steel bucket of about 20 liters is widely used for coating products and packaging of various liquid and solid chemicals because of its simple structure and easy production. In recent years, the quality of steel drums in China has been greatly improved, but in general, the quality of steel drums, especially accidental drops, is likely to cause problems in leakage and hydraulic testing. This paper analyzes the effect of the steel bucket process on the drop and hydraulic strength. Key words: steel bucket; drop; hydraulic pressure; crimping; bucket cover; structure introduction Although the production process of open steel buckets of about 20 liters is not complicated, it is difficult to produce qualified steel buckets that meet the standard requirements. The main difficulty lies in the two inspection items - drop and hydraulic pressure. A simple analysis of the difficult and difficult factors of the qualification, correcting the common mistakes in the production and testing of steel drums, and hopes to inspire the manufacturers of the open steel drums. 1 Drop test of open steel bucket 1.1 Steel bucket drop location According to the requirements of 4.2.4.5.3 of GB19457-2009 Safety Regulations for the Inspection and Control of Dangerous Goods Coatings, the drop height is as shown in Table 1 if it is tested using the intended materials or other substances with substantially the same physical properties. Table 1 Drop height (in m) Class II packaging Class III packaging 1.8 1.2 0.8 If water is used instead of the test: ——If the density of the paint to be transported is less than or equal to 1.2, the drop height is shown in Table 1. ——If the density of the paint to be transported is greater than 1.2, the drop height should be more loudness of the paint to be transported (d) calculated according to Table 2, rounded to one decimal place. Table 2 Drop height and density conversion table (in m) Class II packaging Class III packaging d×1.5 d×1.0 d×0.67 In fact, due to the problem of its own structure, the open steel bucket is generally used for packaging of dangerous goods not exceeding Class II. Many steel drum manufacturers told us that they tested 1.6 meters in the factory and 1.8 meters in the factory. It was not acceptable for the 1.2 meters and 1.4 meters drop in my dangerous package. This is often because the steel bucket is not dropped. Accurately caused. According to the "GB19457-2009 Dangerous Goods Coatings Packaging Inspection Safety Regulations", many manufacturers believe that the T-port impact is a vertical impact of the T-port vertically below, as shown in Figure 1(a), actually in this drop. In this case, since the T sub-ports are overlapped by the iron sheets deformed around the steel pail, a seal is formed, which prevents leakage of the steel pail. In the case of a fall, we generally shift the T-port to a vertical position by about 15° (the so-called drop at 8 o'clock). As shown in Figure 1(b), try to make the deformation position of the steel pail as far as possible. The edge is near the T-port, thus avoiding the T-port actually leaking, but the seam is caused by the overlap of the iron sheets, and because the T-port is located at the edge position, the T-port is also subjected to the lateral shear after the deformation of the iron sheet. The impact force of the shear force and the vertical drop is more demanding for the position of the T-slot. Secondly, many steel drum manufacturers have not opened a small hole in the lid to balance the pressure inside and outside, and the negative pressure in the barrel sucks the liquid, causing the steel bucket to actually leak, but it does not seem to leak. . Third, the drop platform did not establish a drop test platform in accordance with the requirements of 6.1.5.3.4 of TDG 18th Edition. The platform itself was not hard enough and flat, which led to insufficient impact during the drop test. 1.2 The effect of the production process of steel barrel bottom curling on the drop Case 1: The type test conducted by a steel drum factory in Changzhou in March when it was preparing to apply for a dangerous packaging production license. The double (5-layer) crimped steel bucket leaked in the 1.2-meter drop in the experiment, and the improved process, The triple (7-layer) crimped steel pail was not leaked at 1.6 m in the test and leaked when it fell 1.8 m. Many manufacturers can use the triple (7-layer) crimping process to drop the height higher than the double (5-layer) crimping edge. Generally speaking, the steel bucket that falls more than 1.5 meters is (Y1.5 or Z2. 3 or more) will use a triple (7-layer) crimping process. (1) Analysis of two curling edges in the process of falling In the fall, due to the effect of gravity, the steel bucket hits the ground, generating hundreds of kilograms or even tons of impact force. The ground exerts the same amount of reaction force on the falling area of ​​the steel bucket, causing the crimping part to be destroyed. Drops are made at the same height, and the impact of the two is the same, thus ensuring the degree of deformation of the two is similar. In the case where the double crimping edge and the triple crimping edge also severely damage the two layers after being subjected to the impact force, only one layer of the interface on the edge of the double crimping edge is closed intact. If the impact force is increased, there is a possibility of leakage, and when the triple crimping also destroys 2 layers, there are still 3 layers of interface closed on the edge. The three layers are in good condition and the sealant is sealed. In this case, the possibility of leakage is greatly reduced. (2) The difference in craftsmanship between triple crimping and double crimping There is not much difference between the two on the crimping equipment. The main difference is that the triple crimping edge adds a pre-rolling process to the double crimping edge, so that the bottom of the bucket obtains a metal semicircle with a larger curvature before crimping. Then, both of them complete a roughly loose bead shape by the head wheel, and then further roll and shape by the two wheels to form a dense, leak-proof bead with sufficient strength and rigidity. 1.3 Comparison of the advantages and disadvantages of two crimping processes In the case of high process precision, the triple crimping can greatly increase the strength of the steel bucket when it is dropped without increasing the material cost. However, the triple bead needs to be pre-rolled in the production of the bottom cover. Due to the higher requirements on the size and curvature of the bead, the machining accuracy of the device and the curve shape of the roller are more stringent. If the processing precision required for the three-layer crimping is not achieved, it is highly probable that the steel drum bottom and the barrel body will self-wind, and the sealant may be unevenly squeezed due to the increase in the number of crimping layers. Insufficient local sealant packing can not fill the gap between the curling layers, especially in the case of the seam between the weld seam of the barrel and the bottom of the barrel, the packing unevenness and the tight sealing are more likely to occur. Therefore, the quality of the product fluctuates greatly. 2 Hydraulic test of open steel bucket 2.1 Key factors for hydraulic approval of open steel buckets The key factor for the hydraulic approval of the open steel bucket is the design of the lid of the open steel bucket and the curling of the barrel body. The thickness of the curling of the mouth of the barrel should not be too thin or too thick. If it is too thin, the sealing of the open steel bucket lid is not strict. If the thickness is too thick, the material is wasted. Second, the processing difficulty is relatively large. The structure of the lid of the open steel bucket has a decisive influence on the hydraulic pressure. 2.2 Three open steel bucket actual sample test results The three kinds of barrel lids are all taken from a sample of a steel drum factory in Hangzhou, and the materials are all tinplate iron. According to the requirements of GB19457-2009 Safety Regulations for Inspection and Packaging of Dangerous Goods Coatings, the three types of lids only meet the requirements of the third type of lid. as shown in Table 3. Table 3 Hydraulic test results of three kinds of bucket lids 0.35 0.38 0.40 0.44 Flat lid, pressure (kPa) 65 73 78 82 Flat lid with ribs, pressure (kPa) 70 78 86 92 Reinforce the ring cover, pressure (kPa) 92 102 110 - 2.3 Analysis of the results of three bucket lids The first type of barrel cover is shown in Fig. 2(a). When the force is applied, the stress concentration point is easily formed in the fragile part of the barrel cover due to uneven force. Therefore, the first test result is the worst. The second type of lid easily forms a stress concentration point around the reinforcing rib of the lid, which causes the barrel lid to deform greatly around the reinforcing rib, resulting in failure. However, compared with the first type, due to the presence of the reinforcing ribs, the stress is preferentially concentrated near the reinforcing ribs, so that the overall deformation of the barrel cover is better than the first one, so that it can withstand more pressure, as shown in Fig. 2(b). Shown. The third type of lid, due to the presence of several reinforcing rings, when the pressure is applied, the reinforcing ring will evenly transmit the pressure around the reinforcing ring, and each reinforcing ring will disperse the stress, so that the overall deformation of the barrel cover is even and the force is more Large, as shown in Figure 2(c). Conclusion The crimping process is a key and difficult process in the production of steel drums. The quality of the crimping directly affects the drop performance of the steel bucket. Under the condition of not increasing the material consumption and weight, the triple crimping process can significantly improve the drop. Performance indicators. However, the design of the triple crimping is precise and difficult, and the requirements for processing equipment are high, and the equipment cost will be significantly increased. If you use a double crimp to achieve the required product, the use of double crimping can make product quality fluctuations less, and reduce equipment costs. The barrel lid process is a key factor in the hydraulic performance of steel drums. The pressure resistance of steel drums depends mainly on the construction and thickness of steel drum lids. At the same thickness, the lid with the reinforcing ring has the best pressure resistance, but the lid mold is more complicated than the other two types of lids, and the production cost is higher. In summary, companies should achieve the best balance between quality and cost according to their own requirements. references [1] "GB19457-2009 Dangerous Goods Coatings Packaging Inspection Safety Specification" [S]. National Dangerous Chemicals Management Standardization Technical Committee, 2009. [2] Xu Zhiwei. On the improvement of the quality of steel barrel crimping [J]. Hutianhua Technology, 2013, second, 154-156. Dermal Fillers
Rimless can provide dermal fillers products including Reborn PLLA Dermal Filler,Reborn PLLA Gel Filler 2ml,Reborn PLLA Liquid Filler 5ml, Fillers For Face Rejuvenation,Fillers For Body,Filler For Penis Enlargement,Anti-wrinkle Injections
PLLA,also called Poly-l-lactic acid,is a biomedical materials.
PLLA Fillers is known as a bio-stimulatory Dermal Filler , this means it stimulates your own skin to produce new collagen.
Dermal Fillers,Plla Filler,Dermal Fillers Under Eyes,Plla Dermal Filler Rimless Industry Co.,Ltd. , https://www.rimlessmedbeauty.com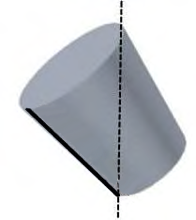
(a) Common error drop methods 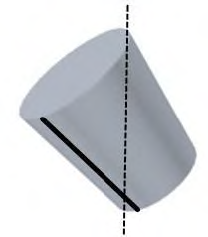
(b) Correct drop method
Figure 1 Schematic diagram of steel bucket drop 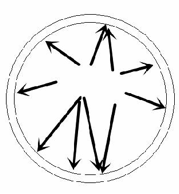
(a) Flat lid 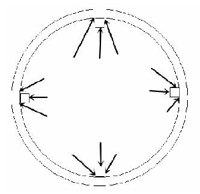
(b) Flat bucket with ribs 
(c) Strengthening the ring cover
Figure 2 Bucket force analysis diagram
A Brief Analysis of the Difficulties in the Qualification of Open Steel Buckets